ガラスの微細穴加工を解説!技術の比較から業者選びのポイントまで
ガラスの微細穴加工とは?活用される用途を解説
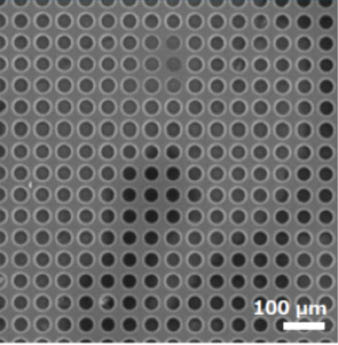
ガラスの微細穴加工とは、ガラス材料に対して貫通孔や非貫通孔を形成する技術のことです。直径数μm〜数百μmの微細な穴を高精度で加工する点が特徴で、従来のドリル加工では困難とされてきた領域までカバーできます。
ガラスは熱膨張率が低いため、リフロー工程などの加熱プロセスでも優れた寸法の安定性を備えています。また、一部のガラス材種はガラスは高周波特性に優れ、耐熱性や耐薬品性も高い点がメリットです。
このような特性から、ガラス微細穴加工は以下のような用途で活用されています。
- ・ガラスコア基板
- ・圧力センサーや加速度センサー
- ・マイクロ流路チップ
- ・次世代ディスプレイや通信モジュール
本記事では、ガラスの微細穴加工について、実際の方法や加工プロセスなどを解説します。
ガラスの微細穴加工を実現するおもな方法
ガラスへの微細穴加工には複数の方法が存在し、方法によって達成できる穴径・品質・加工速度・コストが大きく異なります。主な微細穴加工の方法としては、レーザー加工とエッチング加工が挙げられます。
自社の用途や精度要件、量産規模に応じた方法選びが、微細穴加工の品質と作業効率を大きく左右するため、それぞれの方法の特性を正しく理解することが大切です。
以下でそれぞれの方法について詳しく解説するので、自社製品の用途に合った方法選びの参考にしてみてください。
レーザー加工
レーザー加工は、高強度のレーザー光をガラス表面に照射し、材料を除去したり、内部を局所的に改質したりすることで穴を形成する方法です。非接触で加工できるため、機械的なストレスが生じにくく、複雑な形状にも対応しやすい点が特徴です。
ガラスの微細穴加工に用いられる主なレーザーには、CO₂レーザー、UVレーザー、フェムト秒レーザーなどがあります。
ただし、レーザー単独による加工には限界もあるのです。穴の入口と出口で径が異なるテーパーが生じやすく、側壁の粗さも残りやすいため、半導体や光学部品など高い寸法精度が求められる用途では、加工条件によってはテーパーや側壁粗さが課題となる場合があります。
この課題を解消する手段として、次に紹介するエッチング加工との組み合わせが有効です。
レーザー×エッチング加工
ガラス微細穴加工では、レーザー加工とエッチング加工を組み合わせた方法も用いられます。
この方法では、まずレーザーを照射してガラス内部を局所的に改質します。その後、フッ酸などの薬液でエッチング処理をおこない、改質部分のみを選択的に溶解・除去することで微細穴を形成します。
エッチングによって材料を除去するため、機械加工のように工具による物理的な力が加わりません。そのため、機械加工と比較してクラックや欠けを抑えやすく、比較的テーパーの少ない微細穴や、平滑性の高い側壁を形成しやすい点が特徴です。
また、エッチング工程では複数の微細穴を同時に処理できるため、量産性の向上につながります。
一方で、化学薬品を使用するため、廃酸処理や安全管理が必要です。さらに、ガラス材種によってはレーザー改質との相性が異なり、十分な加工品質を得にくい場合もあります。
EBINAXが提案するガラスの微細穴加工プロセス
EBINAXのガラス微細穴加工では、クラックや欠けを生じさせない高品質な貫通穴の形成を実現しています。無アルカリガラスをはじめとする複数の材種に対応しており、用途や仕様に応じた材種選定の相談も可能です。
加工後の後工程として、貫通穴の内部へのめっきにも対応しています。コンフォーマルめっきやフィリングめっきなどにも対応しており、TGV(Through-Glass Via/ガラス貫通電極)基板や高周波ガラス配線基板といった用途への展開が可能です。
また、EBINAXでは複数の工程を一元管理できるため、管理コストの削減やリードタイムの短縮につながります。すべての工程を依頼するだけでなく、貫通穴加工のみ、めっきのみといった部分的な工程からの対応も可能です。
ガラス微細穴加工に関する課題、ご相談は、ぜひ一度弊社へお問い合わせください。

ガラスの微細穴加工を外注する際のポイント
ガラスの微細穴加工を外注する際には、以下の3点を軸に業者を評価することが大切です。
- ・採用している加工方法
- ・対応可能な最小穴径と板厚、外形
- ・量産移行時の安定性
ガラスは、硬くて脆い素材です。求められる精度や用途によって採用すべき方法と設備が大きく異なるため、汎用的な加工業者では対応できないケースが少なくありません。
それぞれのポイントを事前に確認しておくことで、試作段階での問題や量産移行後の品質低下を未然に防げる可能性が高まります。
採用している加工方法を確認する
ガラス微細穴加工の外注先を探す際は、まず採用している加工方法を確認しましょう。
加工方法によって、ガラスのクラックや欠けのリスク、達成できる微細穴の側壁品質・アスペクト比・最小穴径などが異なるので、自社の要件に合った方法に対応しているかチェックしておくことが大切です。
確認すべきポイントとしては、採用するレーザーの種類(CO2・フェムト秒など)やハイブリッド加工(レーザー改質+エッチングなど)の対応の可否、対応ガラスの材種、微細穴の加工実績などが挙げられます。
対応可能な最小穴径と板厚を確認する
発注前には、対応可能な最小穴径と板厚を具体的な数値で確認することも大切です。発注前には、以下のような質問を具体的に投げかけてみましょう。
- ・最小穴径は何μmまで対応可能か
- ・アスペクト比の上限はいくつか
- ・推奨板厚(ガラス厚)の範囲はどれくらいか
- ・微細穴の位置精度はどの程度か
業者によって対応可能な範囲には大きな差があります。上記のような数値を事前に把握しておくことで、自社製品の仕様を満たせる業者かどうかを発注前に正確に見極めやすくなるでしょう。
量産移行時の安定性を確認する
試作段階では期待どおりの品質が得られても、量産移行時に品質・納期・コストを安定して維持できるかは別の問題です。外注する前に、以下のような内容を業者に確認しておきましょう。
- ・試作と同条件で量産した際の品質はどれくらい安定性しているか
- ・資材調達〜加工〜めっき〜ダイシングまで一貫対応が可能か
- ・量産時の品質保証・出荷検査の体制はどうなっているか
- ・試作から量産への移行にかかる標準的な時間はどれくらいか
とくに、レーザー改質・エッチング・洗浄・めっきなどの複数の工程が異なる業者に分散している場合、工程間の連絡コスト・管理コストの増加、品質情報のフィードバック遅延によるリードタイム延長のリスクが高まります。
これらを事前に確認し、一貫した対応能力と品質保証体制を備えた業者を選ぶことが、量産移行後のトラブル回避につながります。

ガラスの微細穴加工ならEBINAXにお任せください
ガラスの微細穴加工は、クラックや欠けを生じさせない加工精度の確保や、後工程との品質の整合性など、対応できるメーカーが限られる難易度の高い加工です。
EBINAXでは、穴径20μm~の微細穴加工に対応しており、側壁の面粗度Ra≦0.08μmという高い平滑性を実現しています。
また、資材調達から貫通穴加工・めっき・ダイシングまでを一貫して対応しており、工程ごとに複数の業者を管理する手間を省くことが可能です。
「自社の仕様に対応できるか確認したい」「まず見積もりだけ取りたい」といった段階からでも、お気軽にご相談・お問い合わせください。

